千歳工場では、設備の老朽化対応に加え、分画能力の増強、人免疫グロブリン製剤の収率向上および要員の最適化などの投資効果も期待し、千歳工場と京都工場のエタノール分画工程を千歳工場に集約するM1棟プロジェクトを進めています。
今回の特集では、M1棟プロジェクトを中心とした工場長・副工場長の対談やM1棟の設備等について、ご紹介します。
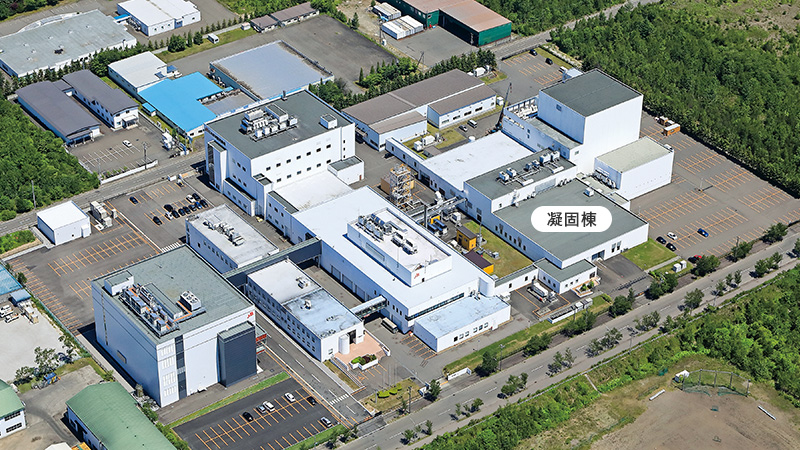
血漿分画製剤製造の効率化と国内自給率向上に貢献し、国の負託に応えるとともに、国民の健康を守るため、2019年にM1棟の建設工事に着工し、2021年6月に完成しました。
国内における血漿分画製剤の生産量の半分以上を供給できる体制が整っているため、そのスケールメリットを最大限に生かすことにより、JB
の製造部門にとって、施設全体の稼働効率の向上や設備維持費・要員の削減など、大きな集約効果を及ぼすものとなります。
加えて、人免疫グロブリン製剤の収率が高い京都工場の製造方式を導入し、国内における人免疫グロブリン製剤の需要増にも対応可能とすることにより、持続可能な血漿分画事業の基盤強化に貢献し、安定供給への道筋も確かなものとなります。

大規模工場の建設プロジェクト(のちにM1棟プロジェクト)は、JB発足の翌年、2013年にまでさかのぼります。国内事業者3社4工場を合わせたエタノール分画の年間処理能力は120万Lですが、それぞれ規模が限られ、生産効率の向上に限界がありました。そこで、JBの生産体制グランドデザインの一環として、千歳工場に年間処理能力70万Lの大規模エタノール分画棟(のちにM1棟)を建設することが決定したのです。
その後、M1棟建設に向けた計画を着々と進めていきましたが、2018年9月6日、着工目前のタイミングで北海道胆振東部地震が発生しました。私は、千歳工場の研究開発本部にいましたが、千歳市内は最大震度6弱の大地震により千歳工場の建物や設備も被害に見舞われました。
私は、当時、本社経営戦略部にいましたが、本社では、災害対策本部が立ち上がるとともに、M1棟は大規模地震にも耐え得る高耐震基準に設計変更すべきではないかとの議論が持ち上がりました。
千歳工場では、停電が発生し、施設の破損があったものの、職員が協力して自家発電を行い、復旧にこぎつけました。私たちには、善意の献血でいただいた血液の成分を1滴たりとも無駄にせず、血漿分画製剤を必要とする患者さんに製品を供給し続ける使命があります。そのためにも、M1棟の高耐震化は不可欠だと実感しました。
おっしゃる通りですね。本社でも、M1棟は、今後、国内の血漿分画製剤の安定供給を支える重要な工場となる以上、工期延長やコスト増などの影響があっても高耐震化を行うべきだという意見で一致したのです。
M1棟では、構想段階から、人免疫グロブリン製剤の収率が高い京都工場の製造方式を導入することが決まっていました。そのため、2019年の着工から稼働までの間、千歳・京都の両工場の職員が協力し、M1棟の設計や生産設備導入に奔走してきたのです。
血漿分画製剤のエタノール分画を千歳工場に集約し、最終製品化は千歳工場と京都工場でそれぞれ担う。今回のエタノール分画を集約化する計画は、生産効率を飛躍的に高める一大プロジェクトですね。
M1棟の特長は、製造工程のオートメーション化が大幅に進んでいることです。両工場職員による生産設備の設計・導入は苦心したと思いますが、おかげで、人に優しく働きやすい製造現場が実現しました。
血漿分画製剤は代替薬がなく、安全かつ有効な製品の安定供給を実現するには、工場で働く職員のマンパワーが欠かせません。私たちは、「患者さんの生命と健康を守る尊い仕事をしている」という思いを千歳工場の職員と共有しながら、業務を遂行していきましょう。
はい。千歳工場の果たす役割は、ますます重要になりました。その使命と責任は、朝礼や研修などの場で常日頃から職員と共有し、士気を高めていきたいですね。
このたびM1棟が稼働したことで、JB全体で国内生産量の半分以上を供給できる生産体制が整いました。血漿分画製剤の需要に応えられるよう、われわれ千歳工場、そして、JBの職員一丸となって、国内自給と安定供給に貢献していきたいと思います。
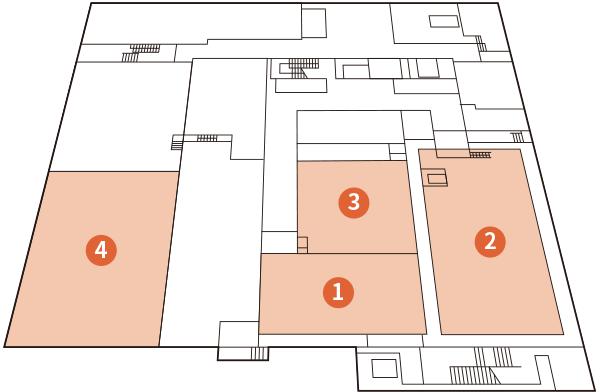
★マークが付いている設備は補助設備です。
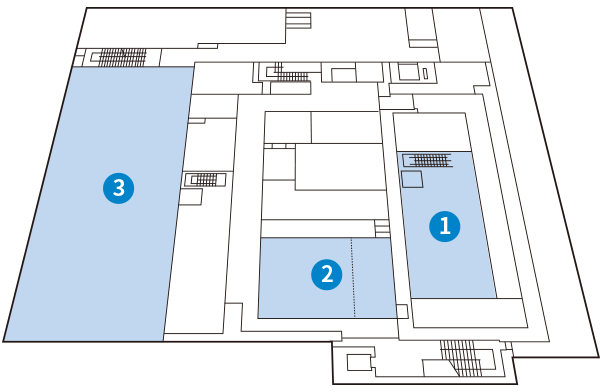
凝固棟で仕込んだ原料を受け入れて、M1棟の製造工程をスタートする部屋です。エタノール分画工程の各分画の製造工程に使用する6,000L 分画タンクやエタノール冷却器などがあります。

分画室(1)でエタノール分画した後の液体を遠心機を使用して沈殿物と上清に分離する部屋です。沈殿物は、フィブリノゲン製剤の中間製品として製造に使用されます。上清は、分画室(2)に送液されます。

製造設備全般(分画タンク、遠心機、エタノール冷却器等)や製薬用水などの温度を保つためのブライン(冷媒)をコントロールする設備です。

分画室(2)でエタノール分画した後の液体をフィルタープレス(ろ紙)を使用して沈殿物と上清に分離する部屋です。ろ過室の沈殿物は、人免疫グロブリン製剤およびアルブミン製剤の中間製品として製造に使用されます。清は、1Fのカラム室に送液されます。


M1棟で産出する中間製品を低温に保ちながら保管場所へ移送します。

M1棟で使用する資材・試薬を保管しています。倉庫内の保管物に関する受入試験の結果や有効期限等は、生産管理システムにより管理を行っています。
 常温自動倉庫の内部
常温自動倉庫の内部
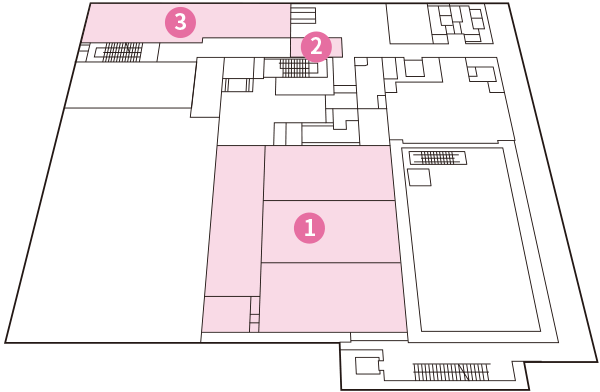
2Fのろ過室から送液された上清をカラム設備に通過させることにより、上清に含まれるたん白を特殊な樹脂に吸着させる部屋です。吸着物は、精製することにより、ハプトグロビン製剤およびアンチトロンビンⅢ製剤の中間製品として製造に使用されます。

カラムを通過した液体は、分画室(2)に戻り、分画を行います。最大15,000L の分画タンクやエタノール冷却器などがあります。

カラムに吸着させたたん白の濃縮等を行っています。濃縮室には限外ろ過装置があります。

イオン交換、限外ろ過により市水を精製し、M1棟で使用する製薬用水を製造します。

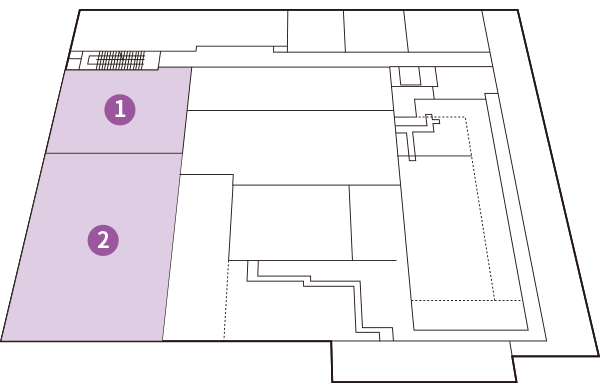
M1棟の暖房、ブライン(温媒)、製薬用水、ピュアスチーム等の熱源に使用します。

外気を空調用フィルターにより清浄し、温度と湿度を調整して製造エリアに供給します。

M1棟稼働に伴う工場排水増加に対応するため、廃液処理設備を増強しました。工場排水の処理能力は1日800tです。

停電時にM1棟へ電力を供給する設備です。燃料の軽油を蓄えることができる3,000Lの地下タンクを付設することにより、長時間の停電に備えています。

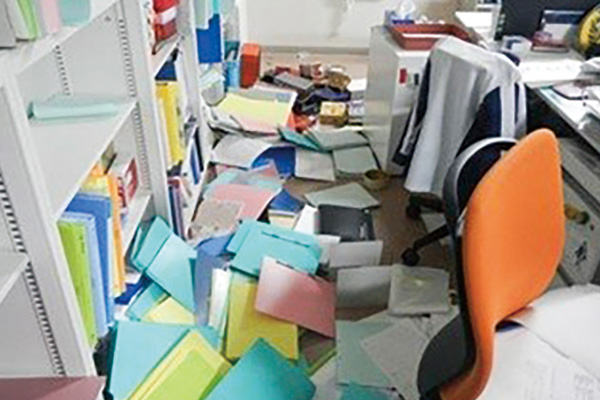
千歳工場は、2018年9月6日3:08に最大震度7を記録した北海道胆振東部地震と地震の影響による大規模停電を経験しています。今回の特集では、震災時の対応と事業継続計画(BCP)施策について、ご紹介します。
千歳工場では、善意の献血により確保された原料血漿、中間製品や最終製品などを大量に保管しており、血漿分画製剤の安定供給の使命を守るため、日頃から、大規模停電や災害への備えに取り組んでいます。
北海道胆振東部地震では、最大震度7(千歳は震度6弱)を記録し、発電所等の被災により、千歳工場は約55時間にわたり停電しました。
千歳工場職員全員通常出勤。現場復旧および立ち上げ作業を継続



千歳工場では、非常用発電機のメンテナンスや試運転を日頃から入念に行っていたため、停電直後から正常に稼働し、原料血漿、中間製品や最終製品などを守ることができました。また、年1回実施している非常用発電機実負荷試験による訓練が実際の被災対応に大変役に立ちました。
非常用発電機の稼働に必要な燃料については、燃料供給業者と「災害時における非常用発電機燃料提供に関する協定」を締結していたため、被災時でも燃料を優先的に確保でき、約55時間の停電の間、電源の供給を継続することができました。停電中は、たびたび強い余震に見舞われましたが、夜間も含め17回にわたりローリー給油を行い、総給油量(灯油)は47,320Lとなりました。
千歳工場の初期対応としては、災害発生時および緊急時の対応マニュアル(以下、防災マニュアル)に基づき地震発生後の約3時間後の5:50に災害対策本部を設置し、千歳工場全体で、職員の安否確認、被害状況の確認や監督官庁との、連絡などの対応を進めました。
千歳工場の職員全員が被災者となり、強い余震や停電による困難な状況下でも、防災マニュアルやBCP計画に基づき、一人一人が血漿分画製剤の安定供給の使命を守るために動くことができました。


北海道胆振東部地震の際は、大規模停電や災害に備えて、事前に、BCPや防災マニュアルの整備、災害時における非常用発電機燃料提供に関する協定の締結、非常用発電機稼働の訓練などに取り組んでいたからこそ、原料血漿、中間製品や最終製品などを守ることができました。
JBでは、現状に甘んじず、震災を教訓にさらなるBCP体制の強化に着手しています。千歳工場では、非常用発電機によるバックアップ箇所の拡大、原料棟(1)自動倉庫の耐震工事やM1棟建築の高耐震化などを実施しました。
また、災害時における非常用発電機燃料提供に関する協定を新規業者とも締結し、2社購買体制としました。水平展開として、京都工場でも、非常時の燃料供給体制を整備しました。




災害はいつ何時訪れるか分かりません。
千歳市で警戒を必要とする地震としては、プレートの境界で発生する海溝型地震に分類される「千島海溝巨大地震」と市内にある活断層帯による直下型地震である「石狩低地東縁断層帯による地震」の2つが挙げられます。
「石狩低地東縁断層帯による地震」では、最大震度6強の揺れが想定されています。今後とも、JBの基本理念である『善意と医療のかけ橋』を体現し、血漿分画製剤を通じて社会に貢献するために、BCPを強化しサステナブルな事業を実現できるよう努めてまいります。
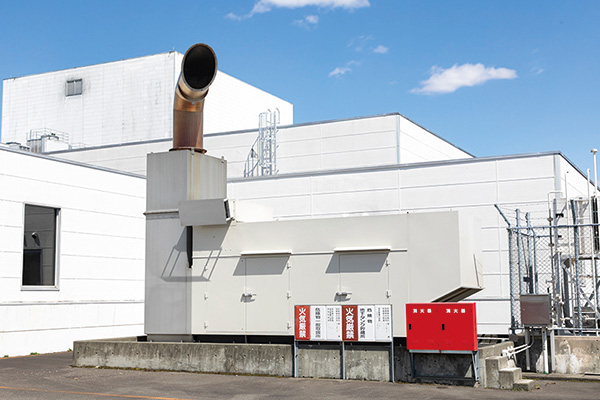

※2号機は老朽化対策として震災後に更新。

1号機、2号機および3号機の燃料は灯油です。地下タンクを付設して、長時間の停電に備えています。タンクの容量は、1号機が6,000L、2号機および3号機が3,000Lになります。




